
技术实战
NEWS DETAILS
上一期我们介绍了QJCAM2026的“在线数字化检测——自动测量编程”功能。本期,我们将深入解析自适应加工软件的新模块——薄壁零件等壁厚加工,看它如何攻克薄壁件加工的长期难题。
薄壁件加工痛点:
精度与变形的双重考验
航空航天领域的发动机机匣、航天器盖板等薄壁零件,是实现装备轻量化的核心部件,其壁厚加工精度直接决定产品服役性能。然而传统加工模式下,壁厚控制始终面临两大难题:
★ 工件变形难控制:切削力、热变形与装夹应力等多重因素叠加,导致零件形状稳定性差。
★ 加工精度与质量难保证:变形引起壁厚尺寸波动大、表面质量不稳定,且传统人工测量滞后,难以实时调整加工过程。
千机方案:
超声在机测量+自动补偿编程
QJCAM2026等壁厚加工模块,以“测量-补偿-加工”为核心逻辑,采用超声在机测量+自动补偿编程的组合方案,形成高效、精准的加工闭环。
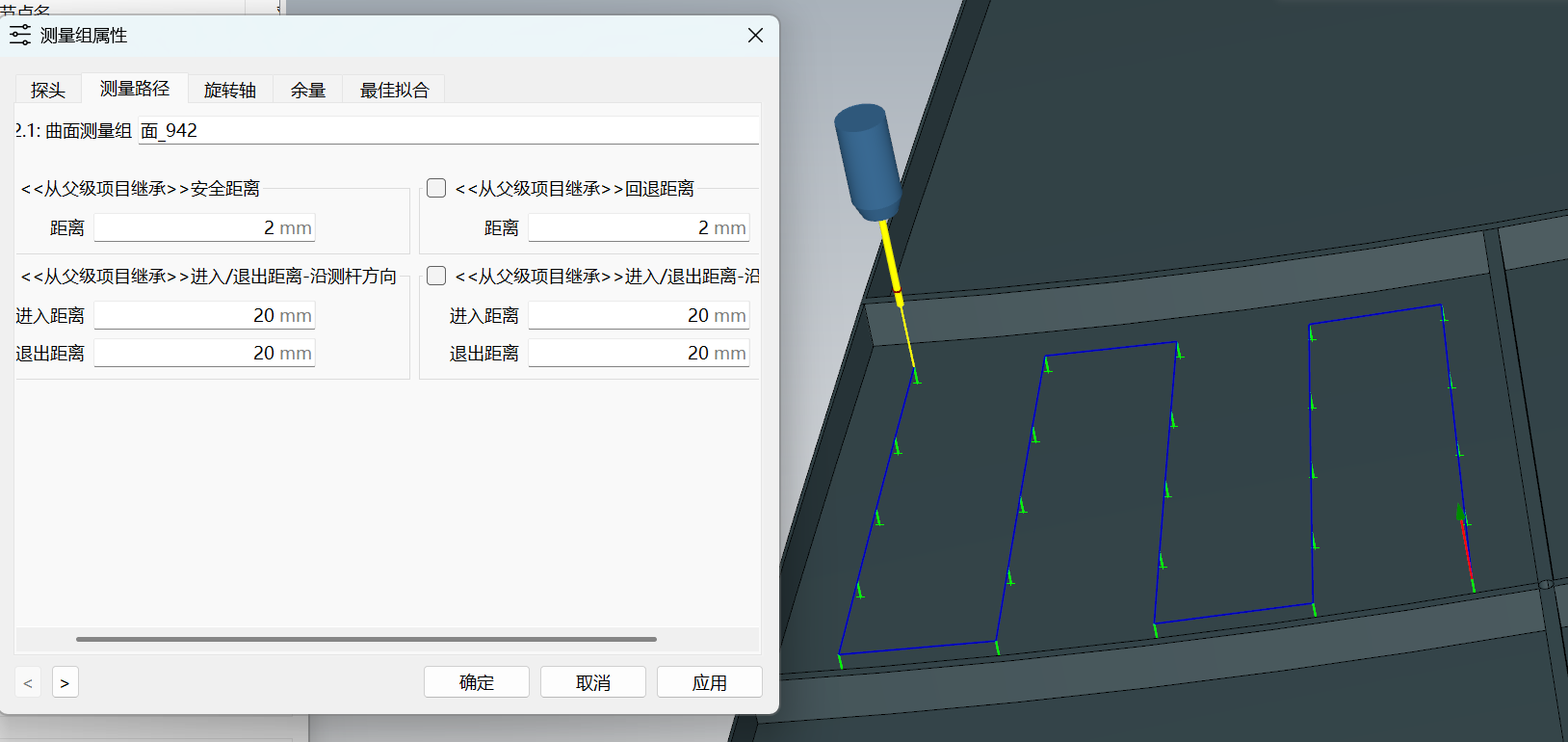
基于接触式超声波测头建立测量系统。用户选定加工理论面后,软件可自动沿曲面U/V方向生成均匀分布的测量点,避免人工规划的随机性。
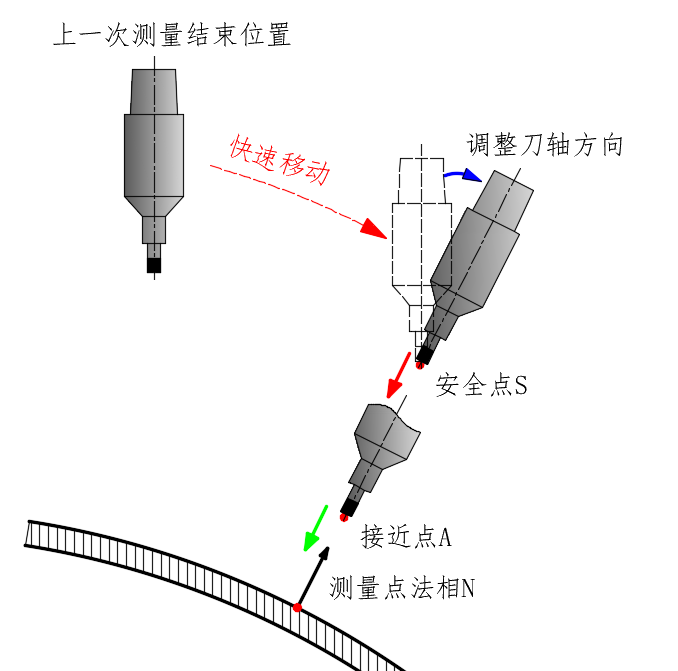
与传统接触式测量不同,该模块对测量过程进行了优化设计:测头沿上一测点刀轴移至安全点,调整至与当前测点法向对齐后,再执行精确超声测量,完成后自动退回安全点。全程支持路径干涉检查与仿真,提前规避风险。
测量路径经后处理转换为NC程序并发送至机床后,机床将驱动机超声测头完成轮廓数据与壁厚数据的采集,这些数据会实时回传至QJCAM软件。
软件通过对比测量数据与理论数据,自动计算出各点位的壁厚误差,无需人工参与数据记录与核算,既提高了效率,又避免了人为误差。
根据计算出的误差值,软件会自动生成补偿点位并重构加工曲面,随后将理论刀路映射至重构曲面,生成自适应的补偿加工程序。将该程序发送至机床即可完成补偿加工,确保最终零件的壁厚符合设计要求。

客户实践:航天器壁板减轻槽加工
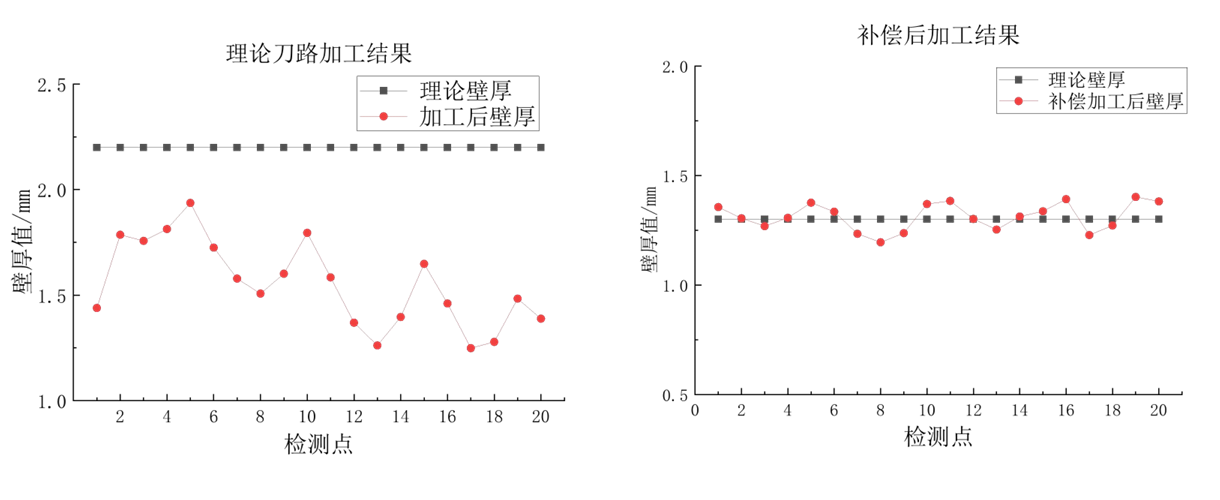
将壁厚分别加工至 2.2mm与1.3mm。
使用2.2mm理论程序加工后,实测平均偏差达0.688mm,均匀性差。
基于首次测量数据,对1.3mm程序进行智能补偿后加工。
补偿后壁厚平均偏差仅0.107mm,精度提升85%,壁厚波动控制在目标值±0.2mm以内,完全符合高标准工艺要求。
核心优势:高效、精准、易操作
高效检测,避免二次误差:超声在机测量无需二次装夹零件,直接在加工工位完成数据采集。节省时间,避免重复定位误差,测量效率较人工方式提升数倍。
精准补偿,适应复杂场景:采用曲面映射生成补偿刀路,更贴合实际误差状态,尤其适用于大型复杂薄壁件。
降低门槛,实现自动化加工:软件自动完成误差计算、曲面重构与补偿编程,减少对人工经验的依赖。当零件加工状态稳定后,还可实现多型腔腹板面的自动化加工,达成“一键启动”的高效生产模式。
在航空航天等对零件精度要求极高的领域,等壁厚加工模块以“超声在机测量+自动补偿”的核心技术,构建了从测量到加工的全流程闭环控制体系,有效解决了薄壁零件加工中的变形与精度难题,为高质量、高效率的薄壁零件加工提供了可靠的软件解决方案。
